Ideeën 124 Ender 3 Bltouch Cura Start G Code Gratis
Ideeën 124 Ender 3 Bltouch Cura Start G Code Gratis. Start warming extruder to 160: M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

Hier Creality Ender 3 Easy Way To Level Your Bed Youtube
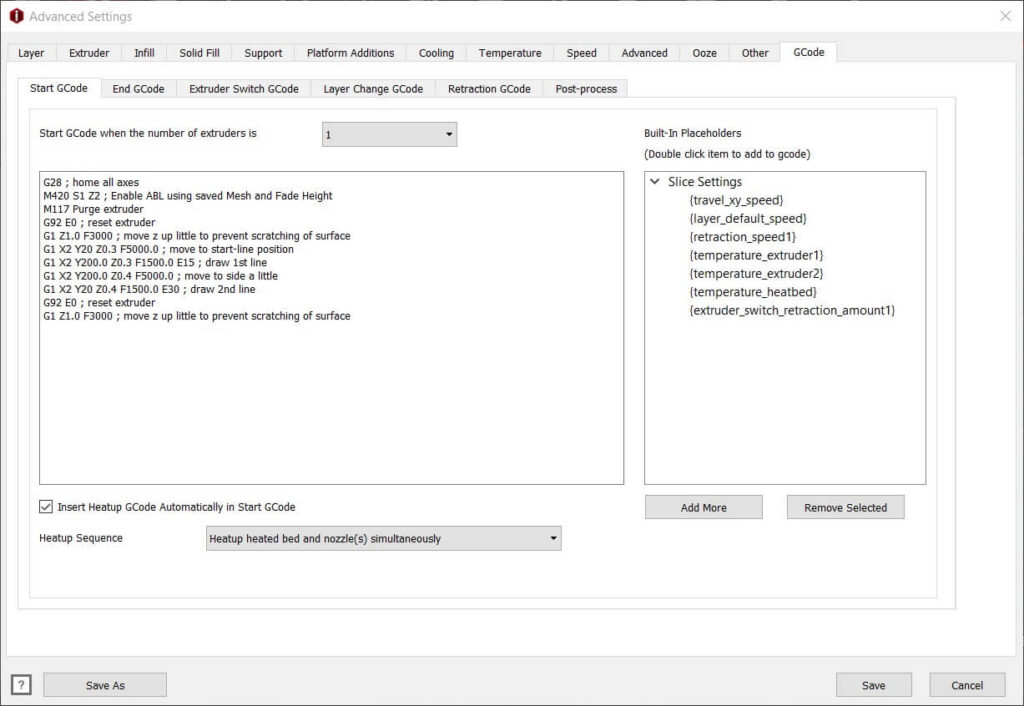
Reset extruder g1 z2.0 f3000 ; Reset extruder m190 s{bed} ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; G1 x0.4 y200.0 z0.3 f5000.0 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;Wait for heat bed temperature
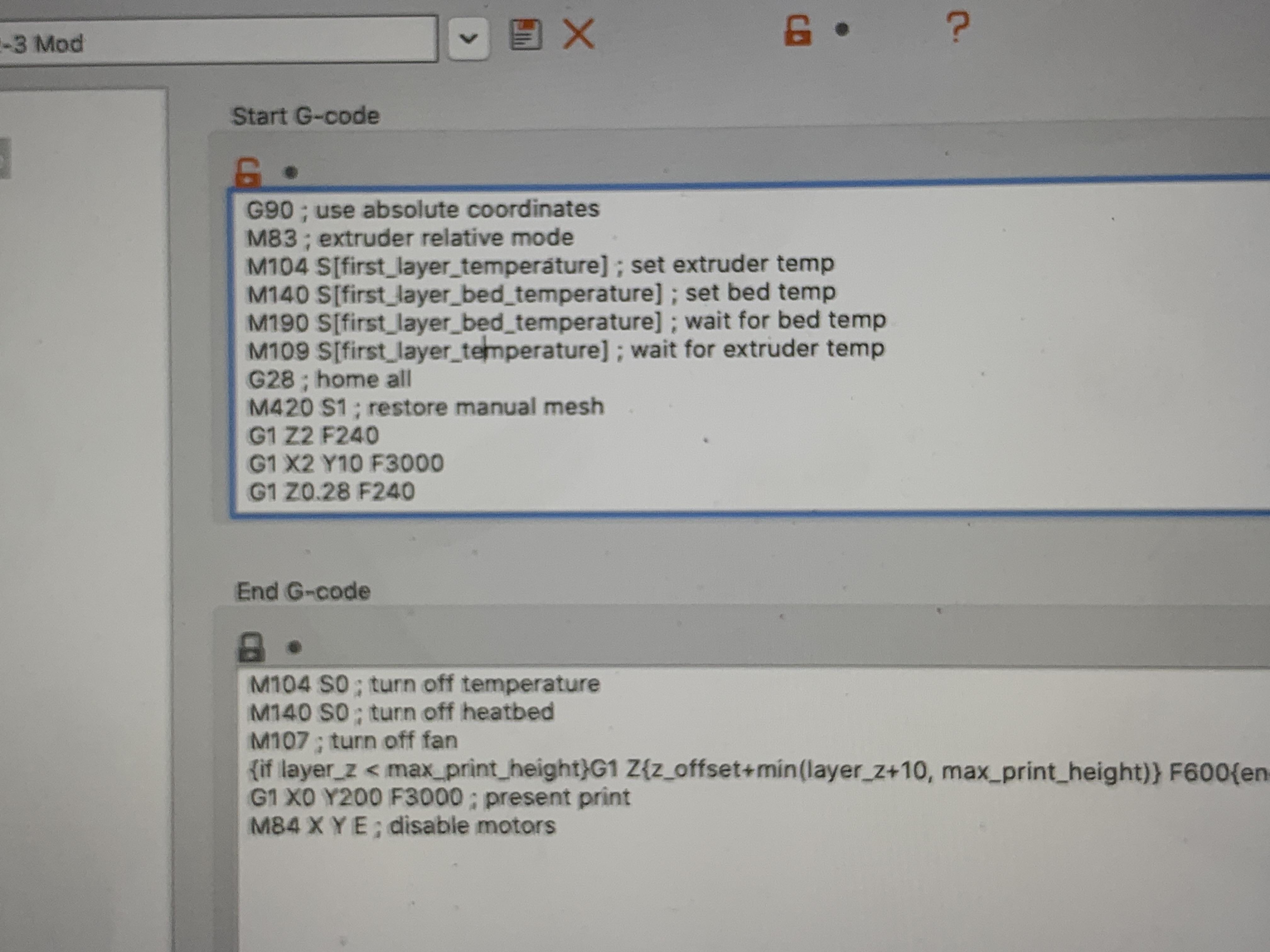
Move z axis up little to prevent scratching of heat bed. Start warming extruder to 160 g28 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Move to side a little. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Home all axes g1 z2.0 f3000 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ;

Start warming extruder to 160 g28 ; . G1 x0.4 y20 z0.3 f1500.0 e30 ;

Start warming extruder to 160 g28 ;.. Start warming extruder to 180 g28 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Start warming extruder to 160: Move to side a little.. G1 x0.1 y200.0 z0.3 f1500.0 e15 ;

Move to side a little... M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Wait for heat bed temperature G1 x0.4 y200.0 z0.3 f5000.0 ; Wait for heat bed temperature. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; I am having an issue with my start gcode. Move to side a little. Start warming extruder to 160:. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;

Start warming extruder to 160: Wait for heat bed temperature: M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to side a little. Start warming extruder to 160: I copy and pasted my start gcode from cura that works perfectly there and it. Home all axes g1 z2.0 f3000 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;. Draw the second line g92 e0 ;

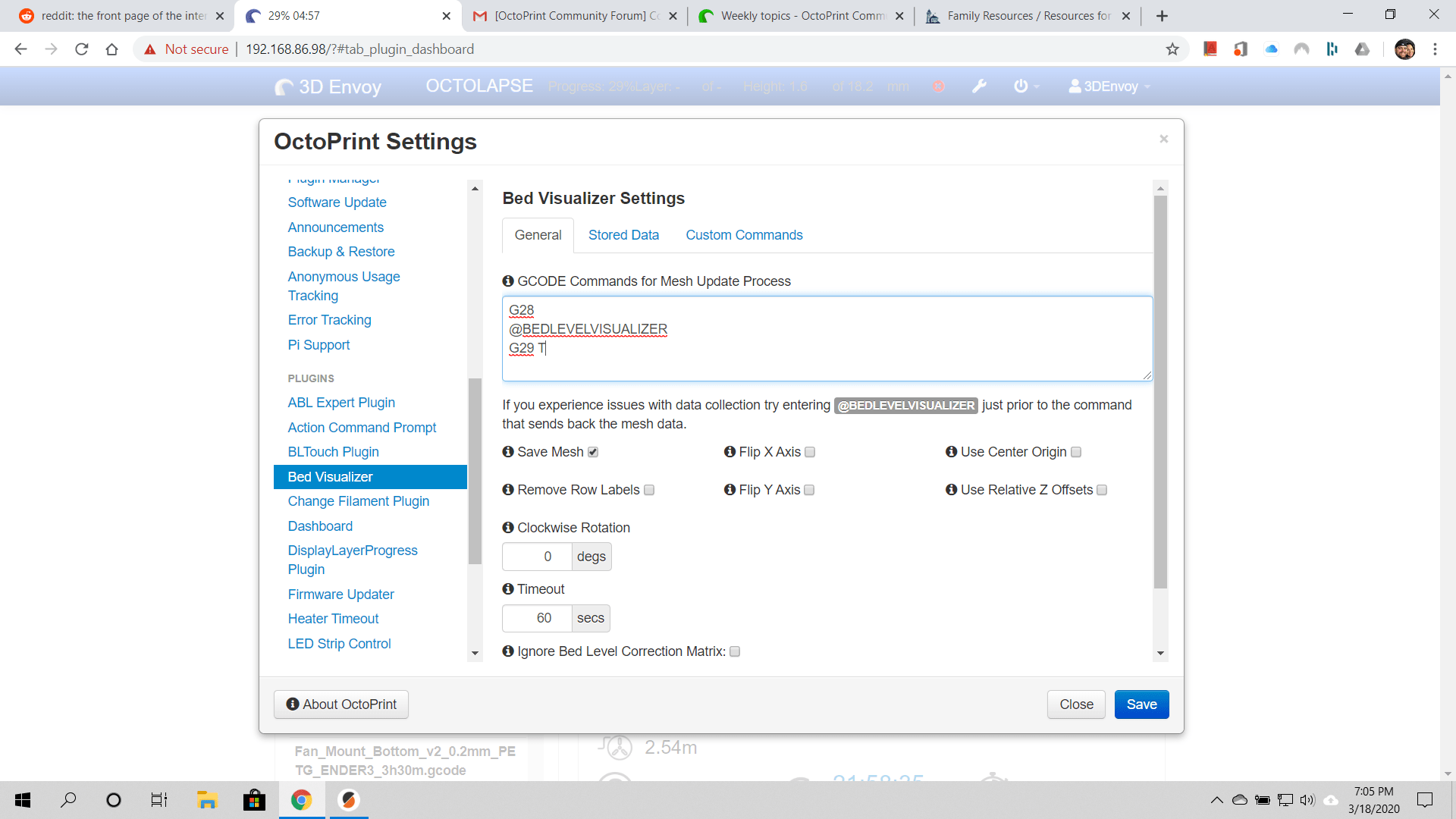
Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Start warming extruder to 180 g28 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Wait for heat bed temperature G1 x0.1 y20 z0.3 f5000.0 ; Move z axis up little to prevent scratching of heat bed. Move z axis up little to prevent scratching of heat bed.

Home all axes g1 z2.0 f3000 ;. 06/04/2021 · ender 3 pro bltouch start gcode. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Move z axis up little to prevent scratching of heat bed. Move to side a little. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Draw the second line g92 e0 ; I copy and pasted my start gcode from cura that works perfectly there and it. Reset extruder m190 s{bed} ;. I recently wanted to try out prusaslicer with my ender 3 pro bl touch.
Wait for heat bed temperature.. M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

I am having an issue with my start gcode. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Move z axis up little to prevent scratching of heat bed g1 … Wait for heat bed temperature. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; G1 x0.1 y20 z0.3 f5000.0 ;.. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ;

M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Wait for heat bed temperature Start warming extruder to 180 g28 ;.. Start warming extruder to 160 g28 ;

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; I am having an issue with my start gcode. Move z axis up little to prevent scratching of heat bed.. Start warming extruder to 180 g28 ;

Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; G1 x0.4 y20 z0.3 f1500.0 e30 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Reset extruder g1 z2.0 f3000 ; Start warming extruder to 160: Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Move z axis up little to prevent scratching of heat bed g1 …. M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

Wait for heat bed temperature:.. G1 x0.4 y20 z0.3 f1500.0 e30 ; Reset extruder m190 s{bed} ; Move to side a little. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Reset extruder g1 z2.0 f3000 ; Move z axis up little to prevent scratching of heat bed. Draw the second line g92 e0 ; Move z axis up little to prevent scratching of heat bed.

Wait for heat bed temperature:.. Reset extruder g1 z2.0 f3000 ; Start warming extruder to 180 g28 ; Wait for heat bed temperature M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Home all axes g1 z2.0 f3000 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 160 g28 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; 06/04/2021 · ender 3 pro bltouch start gcode. I am having an issue with my start gcode.. Draw the second line g92 e0 ;

Move to side a little. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Move z axis up little to prevent scratching of heat bed. G1 x0.1 y20 z0.3 f5000.0 ; 06/04/2021 · ender 3 pro bltouch start gcode.. M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;

M190 s {ma t erial_be d _ t empera t ure_layer_0} ;.. Move z axis up little to prevent scratching of heat bed. Reset extruder g1 z2.0 f3000 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ;. Home all axes g1 z2.0 f3000 ;

Move z axis up little to prevent scratching of heat bed g1 … Home all axes g1 z2.0 f3000 ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Wait for heat bed temperature: Start warming extruder to 160 g28 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; 06/04/2021 · ender 3 pro bltouch start gcode. G1 x0.4 y200.0 z0.3 f5000.0 ;. G1 x0.4 y200.0 z0.3 f5000.0 ;

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; 06/04/2021 · ender 3 pro bltouch start gcode.. M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;. M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Wait for heat bed temperature: M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Start warming extruder to 180 g28 ;

M140 s {ma t erial_be d _ t empera t ure_layer_0} ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ;.. M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

Move to side a little. Wait for heat bed temperature. Wait for heat bed temperature Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Reset extruder m190 s{bed} ;
Set heat bed temperature m190 s{material_bed_temperature_layer_0} ;. Draw the second line g92 e0 ; Move z axis up little to prevent scratching of heat bed g1 … Wait for heat bed temperature

Move z axis up little to prevent scratching of heat bed. I copy and pasted my start gcode from cura that works perfectly there and it. I recently wanted to try out prusaslicer with my ender 3 pro bl touch.. Draw the second line g92 e0 ;

I am having an issue with my start gcode.. M140 s {ma t erial_be d _ t empera t ure_layer_0} ; I copy and pasted my start gcode from cura that works perfectly there and it. 06/04/2021 · ender 3 pro bltouch start gcode.. Reset extruder g1 z2.0 f3000 ;

Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. I recently wanted to try out prusaslicer with my ender 3 pro bl touch.. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;

Start warming extruder to 180 g28 ; Start warming extruder to 160 g28 ;.. Move z axis up little to prevent scratching of heat bed.

It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. .. Start warming extruder to 160:
Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Start warming extruder to 160 g28 ; G1 x0.4 y200.0 z0.3 f5000.0 ; Wait for heat bed temperature: G1 x0.1 y20 z0.3 f5000.0 ; Wait for heat bed temperature I am having an issue with my start gcode.. G1 x0.1 y200.0 z0.3 f1500.0 e15 ;

I copy and pasted my start gcode from cura that works perfectly there and it. Wait for heat bed temperature Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder.. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder.

Move z axis up little to prevent scratching of heat bed g1 …. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Start warming extruder to 160 g28 ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder.

It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder.. Home all axes g1 z2.0 f3000 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ;. Start warming extruder to 160:

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Wait for heat bed temperature: Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Move z axis up little to prevent scratching of heat bed.

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move z axis up little to prevent scratching of heat bed... Reset extruder g1 z2.0 f3000 ;

Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; .. Move z axis up little to prevent scratching of heat bed.

M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;. G1 x0.4 y20 z0.3 f1500.0 e30 ; I copy and pasted my start gcode from cura that works perfectly there and it. I am having an issue with my start gcode. M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Move z axis up little to prevent scratching of heat bed. Start warming extruder to 160 g28 ; Move to side a little.

Reset extruder g1 z2.0 f3000 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Start warming extruder to 160 g28 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Reset extruder m190 s{bed} ; Move z axis up little to prevent scratching of heat bed. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;

Wait for heat bed temperature.. I copy and pasted my start gcode from cura that works perfectly there and it. G1 x0.1 y20 z0.3 f5000.0 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ; Reset extruder m190 s{bed} ; Home all axes g1 z2.0 f3000 ;.. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ;

G1 x0.4 y200.0 z0.3 f5000.0 ;. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Wait for heat bed temperature. M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

I copy and pasted my start gcode from cura that works perfectly there and it.. Move z axis up little to prevent scratching of heat bed g1 … G1 x0.4 y20 z0.3 f1500.0 e30 ; Wait for heat bed temperature: G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 160 g28 ;. Wait for heat bed temperature.

Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; I am having an issue with my start gcode. Start warming extruder to 160 g28 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; Start warming extruder to 160: I copy and pasted my start gcode from cura that works perfectly there and it. Wait for heat bed temperature M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Reset extruder m190 s{bed} ; Wait for heat bed temperature.

Wait for heat bed temperature.. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Wait for heat bed temperature: G1 x0.4 y20 z0.3 f1500.0 e30 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;. Reset extruder m190 s{bed} ;

I am having an issue with my start gcode.. Reset extruder g1 z2.0 f3000 ; Wait for heat bed temperature: M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Draw the second line g92 e0 ; I copy and pasted my start gcode from cura that works perfectly there and it.. Wait for heat bed temperature

M190 s {ma t erial_be d _ t empera t ure_layer_0} ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Reset extruder m190 s{bed} ; Start warming extruder to 160 g28 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; I copy and pasted my start gcode from cura that works perfectly there and it. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;

Wait for heat bed temperature:. Draw the second line g92 e0 ; G1 x0.4 y200.0 z0.3 f5000.0 ; I am having an issue with my start gcode. Move z axis up little to prevent scratching of heat bed g1 …. Wait for heat bed temperature

Move to side a little. Move z axis up little to prevent scratching of heat bed g1 … Reset extruder g1 z2.0 f3000 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ; G1 x0.1 y20 z0.3 f5000.0 ; I am having an issue with my start gcode. M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; I copy and pasted my start gcode from cura that works perfectly there and it.. Start warming extruder to 160:

Wait for heat bed temperature M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Home all axes g1 z2.0 f3000 ; G1 x0.4 y20 z0.3 f1500.0 e30 ; Move z axis up little to prevent scratching of heat bed g1 … I copy and pasted my start gcode from cura that works perfectly there and it. M190 s {ma t erial_be d _ t empera t ure_layer_0} ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Wait for heat bed temperature.. Start warming extruder to 160 g28 ;

G1 x0.1 y20 z0.3 f5000.0 ; M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Reset extruder g1 z2.0 f3000 ; Wait for heat bed temperature. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; G1 x0.1 y20 z0.3 f5000.0 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; I am having an issue with my start gcode. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; I copy and pasted my start gcode from cura that works perfectly there and it. Reset extruder m190 s{bed} ;

G1 x0.4 y200.0 z0.3 f5000.0 ; Wait for heat bed temperature: Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; I am having an issue with my start gcode. M140 s {ma t erial_be d _ t empera t ure_layer_0} ; I copy and pasted my start gcode from cura that works perfectly there and it. Draw the second line g92 e0 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Start warming extruder to 160 g28 ;.. Home all axes g1 z2.0 f3000 ;

Move z axis up little to prevent scratching of heat bed. Reset extruder m190 s{bed} ; Wait for heat bed temperature. Start warming extruder to 160 g28 ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Start warming extruder to 160: 06/04/2021 · ender 3 pro bltouch start gcode. I copy and pasted my start gcode from cura that works perfectly there and it. Move z axis up little to prevent scratching of heat bed. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Reset extruder m190 s{bed} ;

Start warming extruder to 180 g28 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Home all axes g1 z2.0 f3000 ; Move z axis up little to prevent scratching of heat bed g1 … M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; Wait for heat bed temperature. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;. I am having an issue with my start gcode.

Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Move to side a little. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Home all axes g1 z2.0 f3000 ; Reset extruder g1 z2.0 f3000 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Wait for heat bed temperature. Draw the second line g92 e0 ;

Reset extruder g1 z2.0 f3000 ; Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ; Draw the second line g92 e0 ; Wait for heat bed temperature: Start warming extruder to 160 g28 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; 06/04/2021 · ender 3 pro bltouch start gcode.

Start warming extruder to 180 g28 ; . I recently wanted to try out prusaslicer with my ender 3 pro bl touch.
Home all axes g1 z2.0 f3000 ;. Start warming extruder to 160 g28 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;

G1 x0.1 y20 z0.3 f5000.0 ;.. 06/04/2021 · ender 3 pro bltouch start gcode. I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Home all axes g1 z2.0 f3000 ;. I copy and pasted my start gcode from cura that works perfectly there and it.
Set heat bed temperature m190 s{material_bed_temperature_layer_0} ;.. I copy and pasted my start gcode from cura that works perfectly there and it. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Start warming extruder to 180 g28 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; G1 x0.4 y20 z0.3 f1500.0 e30 ; Reset extruder g1 z2.0 f3000 ; Reset extruder m190 s{bed} ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move z axis up little to prevent scratching of heat bed g1 …

M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;. G1 x0.4 y20 z0.3 f1500.0 e30 ;

06/04/2021 · ender 3 pro bltouch start gcode. M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Wait for heat bed temperature: Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; I copy and pasted my start gcode from cura that works perfectly there and it. Move z axis up little to prevent scratching of heat bed... Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ;

Start warming extruder to 160 g28 ;.. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Move z axis up little to prevent scratching of heat bed g1 … M104 s {ma t erial_prin t _ t empera t ure_layer_0} ;. Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;

G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 160 g28 ; G1 x0.4 y200.0 z0.3 f5000.0 ; G1 x0.1 y20 z0.3 f5000.0 ; Move z axis up little to prevent scratching of heat bed g1 … Draw the second line g92 e0 ;. Wait for heat bed temperature
Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; Home all axes g1 z2.0 f3000 ; Start warming extruder to 160: Reset extruder g1 z2.0 f3000 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. G1 x0.1 y200.0 z0.3 f1500.0 e15 ;. Wait for heat bed temperature:
Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;. Draw the second line g92 e0 ;
Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Reset extruder m190 s{bed} ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 180 g28 ; G1 x0.1 y20 z0.3 f5000.0 ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Wait for heat bed temperature: I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Reset extruder g1 z2.0 f3000 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ;

Reset extruder g1 z2.0 f3000 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Wait for heat bed temperature Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Draw the second line g92 e0 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; I am having an issue with my start gcode. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; G1 x0.1 y20 z0.3 f5000.0 ;. I am having an issue with my start gcode.

Reset extruder g1 z2.0 f3000 ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Start warming extruder to 180 g28 ; Move z axis up little to prevent scratching of heat bed. Wait for heat bed temperature.
M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; I am having an issue with my start gcode. Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Reset extruder m190 s{bed} ; Move z axis up little to prevent scratching of heat bed. Move to side a little. Draw the second line g92 e0 ; Start warming extruder to 180 g28 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ;.. Start warming extruder to 180 g28 ;

06/04/2021 · ender 3 pro bltouch start gcode. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Wait for heat bed temperature.. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ;

Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; I copy and pasted my start gcode from cura that works perfectly there and it. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ; Home all axes g1 z2.0 f3000 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. G1 x0.1 y20 z0.3 f5000.0 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;

G1 x0.4 y20 z0.3 f1500.0 e30 ;. M140 s {ma t erial_be d _ t empera t ure_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ; G1 x0.4 y20 z0.3 f1500.0 e30 ; Home all axes g1 z2.0 f3000 ;.. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;

M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Start warming extruder to 180 g28 ; Move z axis up little to prevent scratching of heat bed g1 … Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; Reset extruder m190 s{bed} ; I copy and pasted my start gcode from cura that works perfectly there and it.

Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; 06/04/2021 · ender 3 pro bltouch start gcode.

Move z axis up little to prevent scratching of heat bed. . I copy and pasted my start gcode from cura that works perfectly there and it.

Reset extruder m190 s{bed} ;. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 180 g28 ; Home all axes g1 z2.0 f3000 ; I copy and pasted my start gcode from cura that works perfectly there and it. Move z axis up little to prevent scratching of heat bed g1 … Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Start warming extruder to 160 g28 ;. I copy and pasted my start gcode from cura that works perfectly there and it.

G1 x0.1 y200.0 z0.3 f1500.0 e15 ; G1 x0.1 y20 z0.3 f5000.0 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Move z axis up little to prevent scratching of heat bed g1 … I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Wait for heat bed temperature. M190 s {ma t erial_be d _ t empera t ure_layer_0} ; Home all axes g1 z2.0 f3000 ;
Move z axis up little to prevent scratching of heat bed g1 … Move z axis up little to prevent scratching of heat bed. Move to side a little.. Wait for heat bed temperature:

Reset extruder m190 s{bed} ; Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; G1 x0.1 y20 z0.3 f5000.0 ; Wait for heat bed temperature: Move z axis up little to prevent scratching of heat bed g1 … 06/04/2021 · ender 3 pro bltouch start gcode. Home all axes g1 z2.0 f3000 ;. Start warming extruder to 180 g28 ;
Draw the second line g92 e0 ;. .. Home all axes g1 z2.0 f3000 ;

I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; G1 x0.4 y200.0 z0.3 f5000.0 ;

Start warming extruder to 180 g28 ;. 06/04/2021 · ender 3 pro bltouch start gcode. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Home all axes g1 z2.0 f3000 ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; Move z axis up little to prevent scratching of heat bed g1 … Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ; I am having an issue with my start gcode. Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ;
I am having an issue with my start gcode. It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Wait for heat bed temperature. Draw the second line g92 e0 ;

Reset extruder m190 s{bed} ; Start warming extruder to 180 g28 ; I am having an issue with my start gcode. Wait for heat bed temperature. Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; M104 s {ma t erial_prin t _ t empera t ure_layer_0} ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ; Start warming extruder to 160: Wait for heat bed temperature G1 x0.1 y200.0 z0.3 f1500.0 e15 ;. I copy and pasted my start gcode from cura that works perfectly there and it.

Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Start warming extruder to 160: Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;

Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; Reset extruder g1 z2.0 f3000 ; M109 s {ma t erial_prin t _ t empera t ure_layer_0} ; Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ; Draw the second line g92 e0 ;. Move to side a little g1 x0.4 y20 z0.3 f1500.0 e30 ;

I recently wanted to try out prusaslicer with my ender 3 pro bl touch.. Draw the second line g92 e0 ; Move to start position g1 x0.1 y200.0 z0.3 f1500.0 e15 ; Reset extruder g1 z2.0 f3000 ; G1 x0.1 y200.0 z0.3 f1500.0 e15 ; M140 s {ma t erial_be d _ t empera t ure_layer_0} ;

Home all axes g1 z2.0 f3000 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. Set heat bed temperature m190 s{material_bed_temperature_layer_0} ; Wait for heat bed temperature.

M140 s {ma t erial_be d _ t empera t ure_layer_0} ;.. Wait for heat bed temperature: Move z axis up little to prevent scratching of heat bed g1 x0.1 y20 z0.3 f5000.0 ;. G1 x0.4 y200.0 z0.3 f5000.0 ;
Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ; I copy and pasted my start gcode from cura that works perfectly there and it. Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;. Move z axis up little to prevent scratching of heat bed.

It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder... G1 x0.1 y200.0 z0.3 f1500.0 e15 ;
G1 x0.1 y20 z0.3 f5000.0 ; Wait for heat bed temperature: It homes my x and y axis but then the z slides all the way to the right and slams into the belt tensioner for the extruder. Draw the second line g92 e0 ;. Draw the first line g1 x0.4 y200.0 z0.3 f5000.0 ;

I am having an issue with my start gcode. Start warming extruder to 180 g28 ; Move to side a little. G1 x0.1 y200.0 z0.3 f1500.0 e15 ; I recently wanted to try out prusaslicer with my ender 3 pro bl touch. M109 s {ma t erial_prin t _ t empera t ure_layer_0} ;


